
Tungsten carbide-cobalt cemented carbide is a material with high hardness, high wear resistance, and high corrosion resistance. It is mainly composed of tungsten carbide (WC) particles and a cobalt (Co) metallic phase. Tungsten carbide is a very hard ceramic material with extremely high hardness and wear resistance. However, tungsten carbide alone is brittle and difficult to machine and use. Therefore, to improve its toughness and machinability, tungsten carbide is usually mixed with cobalt powder and sintered using a high-temperature sintering process. Cobalt acts as a binder between the tungsten carbide particles, increasing the alloy’s toughness and ductility. Cobalt also helps improve the alloy’s corrosion resistance, making it more suitable for applications in various harsh environments. Tungsten carbide-cobalt cemented carbide possesses many excellent properties, including extremely high hardness, excellent wear resistance, excellent corrosion resistance, and high thermal and chemical stability. This makes it an important material widely used in cutting tools, mining tools, molds, drill bits, and abrasive materials.
Tungsten carbide-cobalt-rhenium-based cemented carbides represent a new class of cemented carbide materials, exhibiting significantly increased Young’s modulus, high-temperature hardness, and high-temperature creep resistance. Rhenium dissolved in a Co-based binder strongly inhibits WC grain growth during liquid-phase sintering. WC-Co-Re cemented carbides demonstrate higher Young’s modulus, high-temperature hardness, and high-temperature creep resistance than traditional WC-Co cemented carbides. Due to their unique properties, WC-Co-Re materials can be used to synthesize high-pressure, high-temperature components made of diamond and cubic boron nitride, as well as for machining nickel-based superalloys and other heat-generating workpieces.
I. Strengthening Effect of Rhenium in Tungsten Carbide-Cobalt-Based Cemented Carbides
1. High-Temperature Properties of WC-Co-Re Cemented Carbides
It is well understood that adding rhenium to the binder of WC-based cemented carbides can improve their high-temperature properties.
Figure 1 schematically illustrates the W-Co-Re-C phase diagram under the condition of 9wt% Re + 6wt% Co. This diagram, based on literature and experimental results, is compared with a redrawn WC-Co phase diagram under the condition of 10wt% Co. Considering that Re has a significantly higher density than Co, the WC-Co-Re cemented carbide containing 9wt% Re and 6wt% Co has almost the same proportion of binder phase in terms of volume compared to the WC-Co material containing 10wt% Co.
As can be seen from Figure 1, the W-Co-Re-C phase diagram differs from the W-Co-C phase diagram. The following are the characteristics of the W-Co-Re-C phase diagram:
Figure 1: W-Co-Re-C phase diagram of 9wt% Re + 6wt% Co (red line) and W-Co-C phase diagram of 10wt% Co (black line)
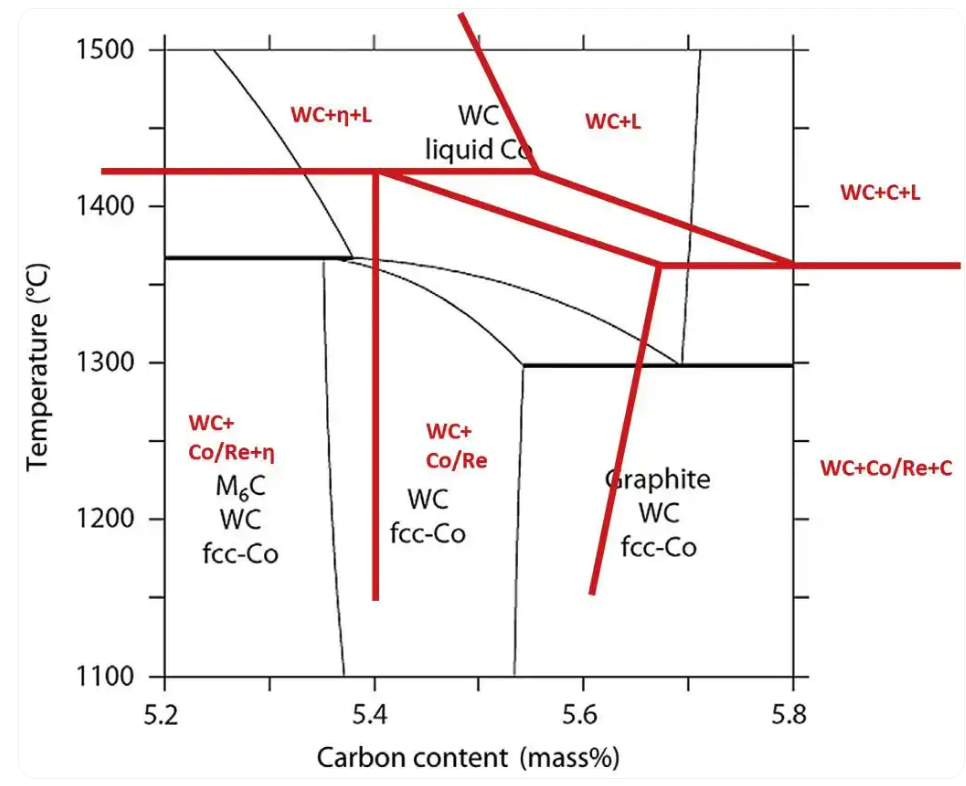
First, in the W-Co-Re-C phase diagram, all melting points shift towards higher temperatures. Therefore, WC-Co-Re cemented carbides require sintering at higher temperatures compared to traditional WC-Co materials.
Secondly, for WC-Co-Re cemented carbides, the two-phase region lacking the η phase and free carbon shifts slightly towards the higher end at higher carbon contents. This shift is relatively small, but its impact still needs to be considered when preparing WC-Co-Re cemented carbides. It is worth noting that the width of the two-phase region in the W-Co-Re-C phase diagram is similar to that in the W-Co-C phase diagram.
Finally, the addition of rhenium as a binder significantly expands the region where the WC + η phase + liquid phase equilibrium exists at temperatures above approximately 1430°C. This means that if WC-Co-Re cemented carbides with medium to low carbon content are rapidly cooled from the sintering temperature, they may contain the η phase without decomposing into a thermodynamically stable WC + Co/Re mixture. Therefore, sintered WC-Co-Re cemented carbides must be cooled at a relatively low rate to ensure complete decomposition of the η phase.
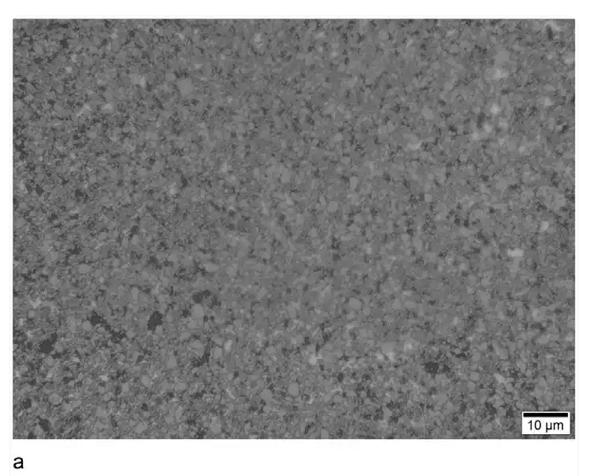
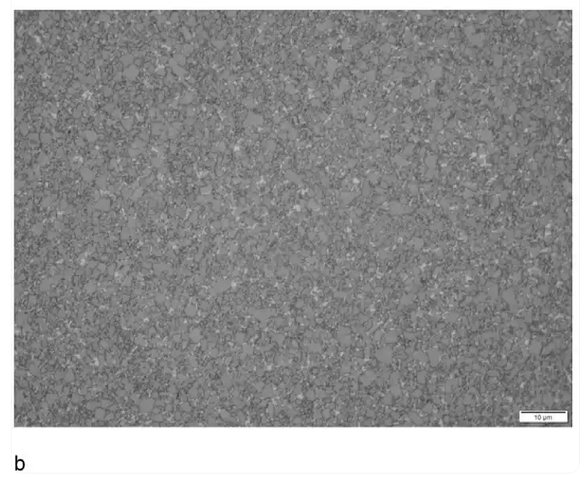
Figure 2 illustrates this, showing that WC-Co-Re batches with medium to low carbon content contain η-phase inclusions after rapid cooling, but do not contain the η-phase after slow cooling.
Figure 2: Microstructure of a medium-grained WC-Co-Re cemented carbide with a total carbon content of 5.45 wt% and containing 9 wt% Re + 6 wt% Co, under different cooling rates from the sintering temperature (1520°C) to 1300°C: (a – cooling rate of 4°C/min, b – cooling rate of 0.5°C/min).
Figures 3 and 4 show the typical microstructure of the medium-grained WC-Co-Re cemented carbide, compared with conventional WC-Co materials prepared from the same grade of WC powder. As can be seen from Figure 3, the microstructure of the WC-Co-Re cemented carbide is significantly finer than that of conventional WC-Co cemented carbide. Therefore, rhenium acts as a strong inhibitor of WC grain growth, suppressing the WC coarsening process. According to the research results, rhenium is enriched at the WC/binder grain boundaries. Therefore, it can be inferred that the effect of inhibiting WC grain growth in WC-Co-Re materials is similar to the effect of traditional grain growth inhibitors on WC-Co grain boundary segregation.
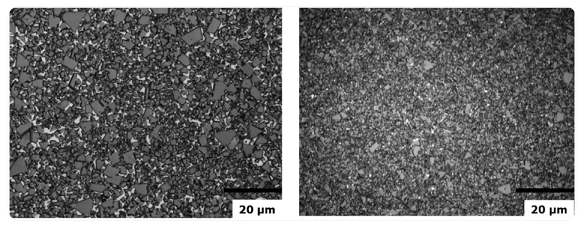
Figure 3 shows the microstructure of medium-grained WC-10%Co cemented carbide (left) and medium-grained WC-Co-Re (containing 9wt% Re + 6wt% Co) cemented carbide (right) after sintering at 1520℃ and then slowly cooling to 1250℃.
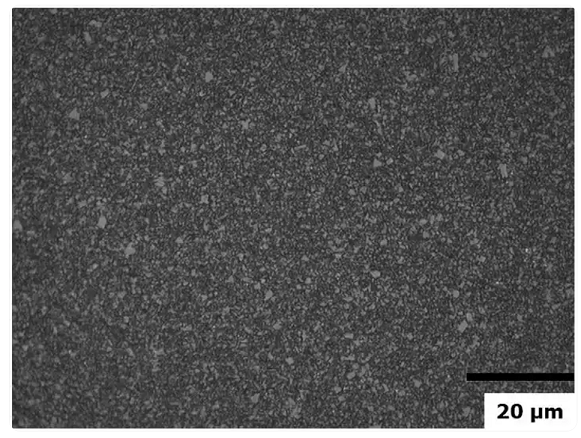
Submicron-sized WC-Co-Re cemented carbides are commonly used in high-temperature, high-pressure components, and the grain growth inhibition effect of rhenium is crucial for the preparation of this type of cemented carbide because it eliminates the need to add traditional grain growth inhibitors to fine-grained WC-Co-Re cemented carbides. Figures 4 and 5 show the microstructure of submicron WC-Co-Re cemented carbides without grain growth inhibitors, which have small and uniform particles and do not contain abnormally large WC particles. The sintering temperature of this cemented carbide is 1520°C, significantly higher than the temperature typically used for sintering submicron WC-Co grade cemented carbide.
Figure 4: Microstructure of a medium-grained WC-Co-Re cemented carbide (left) containing 9 wt% Re + 6 wt% Co and a submicron WC-Co-Re cemented carbide (right) containing 5.5 wt% Re + 3.7 wt% Co.
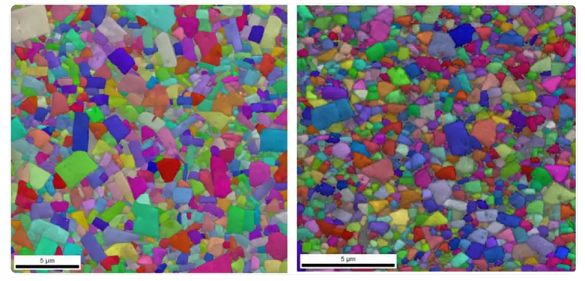
Figure 5: Microstructure of a submicron WC-Co-Re cemented carbide containing 5.5 wt% Re + 3.7 wt% Co.
2. Mechanical Properties of WC-Co-Re Cemented Carbide
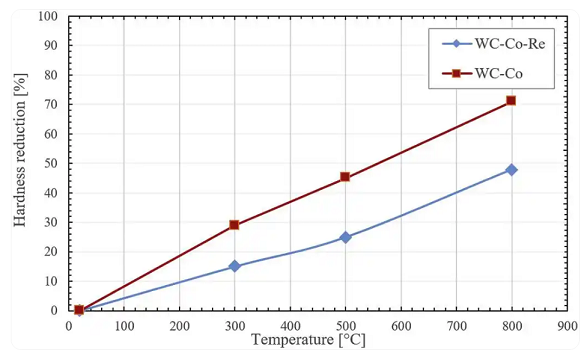
Studies have found that WC-Co-Re cemented carbide exhibits significantly improved physical and mechanical properties at high temperatures. The curves in Figure 6 show that the hardness of WC-Co-Re materials decreases more stably with temperature (20-800°C) than that of conventional WC-Co cemented carbide. 300°C and 500°C are commonly used operating temperatures for HPHT parts. Compared to conventional WC-Co materials, WC-Co-Re cemented carbide exhibits nearly half the hardness at these temperatures. This increased hot hardness is crucial for manufacturing tools for machining nickel-based superalloys or other heat-generating materials, as these tools require cutting edges with high thermal and mechanical stability.
Figure 6 shows the hardness versus temperature when comparing submicron WC-Co-Re cemented carbide containing 5.5 wt% Co + 3.7 wt% Re with conventional submicron cemented carbide containing 6 wt% Co.
Based on the significantly higher hot hardness of WC-Co-Re cemented carbide mentioned above, it can be inferred that Re-containing cemented carbides have improved high-temperature creep resistance. Indeed, as shown in Figure 7, WC-Co-Re cemented carbide achieved the same compressive stress rate value under loads significantly higher than conventional WC-Co materials, indicating that the Co-Re binder significantly improves high-temperature creep performance. This indicates that the Co-Re binder significantly improves high-temperature creep resistance.
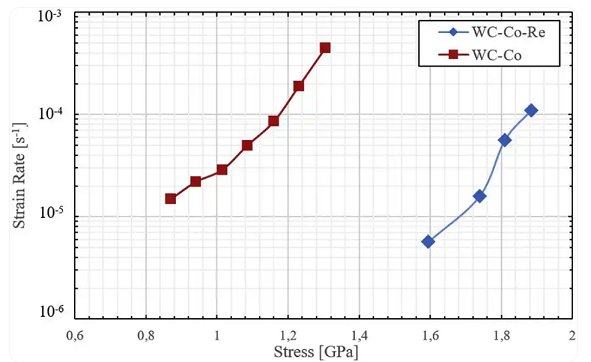
Figure 7. Relationship between strain rate and compressive stress in WC-Co-Re and WC-Co cemented carbide at 800℃
II. Application Prospects of Super Cemented Carbide Materials
Although rhenium powder is expensive, resulting in high production costs for WC-Co-Re cemented carbides, they can still be used in some fields, especially where high-temperature performance is crucial, such as: high-pressure high-temperature components for synthesizing diamond and cubic boron nitride, and the manufacture of cutting tools for machining high-temperature materials and other heat-generating workpieces.
In high-temperature and high-pressure applications, the increased Young’s modulus of WC-Co-Re cemented carbides should also play an important role. It is well known that high-temperature and high-pressure components can be fully recycled after operation. WC-Co-Re cemented carbides can also be recycled like conventional WC-Co materials; therefore, the rhenium contained in WC-Co-Re cemented carbides can be recycled and reused multiple times. Therefore, although rhenium is expensive, using WC-Co-Re cemented carbide to manufacture high-temperature, high-pressure components only requires a significant initial investment, which can be applied to synthetic diamond and cubic boron nitride.
CBN Cubic Boron Nitride Single Crystal Material
It is well known that cutting tools used for machining high-temperature alloys and other heat-generating workpiece materials are subject to extremely high cutting temperatures. Considering the significantly increased high-temperature hardness of WC-Co-Re cemented carbide grades, they can be effectively used for machining nickel and cobalt-based high-temperature alloys. Another advantage of WC-Co-Re cemented carbide in this application is the ability to produce submicron and ultrafine grades without the need for traditional WC grain growth inhibitors, as rhenium has a very strong grain growth inhibitory effect, ensuring cutting inserts with extremely fine and uniform microstructures.

Post time: Jun-08-2026