
In modern precision manufacturing, CNC aluminum part machining, with its core advantages of high precision, high efficiency, and high automation, has become a key processing method in aerospace, automotive manufacturing, and electronic equipment industries. Aluminum possesses natural properties such as lightweight, excellent thermal conductivity, and ease of forming. Empowered by CNC technology, it enables the standardized production of complex structural parts, meeting the stringent requirements of various industries for precision components.
I. Basic Understanding of CNC Aluminum Part Machining: Core Definition and Material Selection Principles
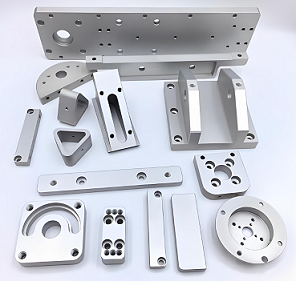
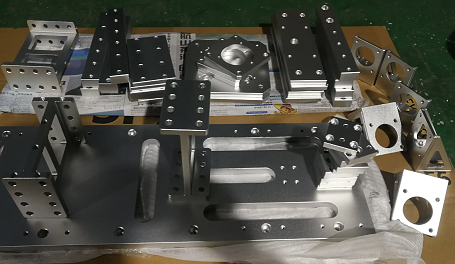
CNC aluminum part machining is a precision manufacturing process that uses computer-programmed instructions to control CNC machine tools to perform a series of machining operations on aluminum blanks, including cutting, drilling, milling, and boring, ultimately obtaining parts that meet the dimensional and precision requirements of the design drawings. Its core value lies in eliminating the reliance on manual operation in traditional machining. Through a servo system, the motion trajectory is monitored in real time, ensuring machining accuracy and repeatability, making it particularly suitable for the mass production of complex-shaped parts.
Material selection is a prerequisite for ensuring processing quality. The performance differences of different aluminum grades directly determine the processing technology and applicable scenarios: 6061 series aluminum alloys have excellent comprehensive performance, moderate strength, and are easy to process, making them suitable for manufacturing general structural parts, electronic device housings, etc.; 7075 series aluminum alloys have extremely high strength and are often used in high-load parts such as aerospace components, but they are more difficult to process and require targeted process optimization; pure aluminum has good ductility and is suitable for simple-formed lightweight parts, but its lower strength limits its application in structural parts.
II. Core Processes of CNC Aluminum Part Machining: A Standardized System for the Entire Process The pre-processing stage encompasses two core aspects: aluminum pretreatment and programming design. Pretreatment involves cutting, degreasing, and derusting the aluminum billet, processing it to dimensions suitable for clamping; programming design is the core of the process. Engineers first create a 3D model using CAD software, then use CAM software to generate optimized machining path code, clarifying key parameters such as tool path, cutting speed, and feed rate, prioritizing a “coarse to fine, outside to inside” path planning logic.
During the machining execution phase, strict adherence to parameter standards is essential. Roughing aims for efficient removal of excess material, allowing for a larger depth of cut. Finishing focuses on ensuring precision, requiring a 0.1-0.5mm allowance for fine cutting. Post-processing includes quality inspection and surface treatment. Inspection utilizes precision tools such as coordinate measuring machines and micrometers, verifying key dimensions and geometric tolerances under constant temperature conditions to ensure tolerances are controlled within ±0.01mm. Surface treatments can be selected based on requirements, such as sandblasting, anodizing, and electroplating, to improve the wear resistance, corrosion resistance, and appearance of the aluminum parts.
III. Key Technical Points of CNC Aluminum Part Machining: Tool and Parameter Optimization Strategies
Tool selection and cutting parameter settings directly determine the quality, efficiency, and cost of CNC aluminum part machining, requiring targeted optimization based on the characteristics of the aluminum material. Aluminum has high viscosity and is prone to built-up edge formation; therefore, diamond-coated PCD tools or TiAlN-coated carbide tools are preferred. These tools possess excellent wear resistance and anti-adhesion properties, and helical flute design enhances chip removal capabilities, while negative chamfering improves cutting edge strength.
Cutting parameters need to be precisely adjusted according to the machining stage: For roughing, the speed should be controlled at 3000-10000 rpm, with a feed per tooth of 0.1-0.3 mm to efficiently remove excess material; for finishing, the speed should be increased to 5000-15000 rpm, and the feed per tooth reduced to 0.02-0.1 mm, ensuring a surface roughness Ra value stable below 0.8 μm through high-speed, light cutting. For thin-walled parts, a multi-pass, light-sweep strategy should be used to avoid deformation caused by excessive single-pass cutting force.
IV. Problem Solving in CNC Aluminum Part Machining: Causes and Solutions for Common Defects
Common defects in CNC aluminum part machining include burrs, surface chatter marks, and thermal deformation. The root cause needs to be accurately identified and targeted measures taken. Burr problems are often caused by tool dulling or sudden feed changes. Solutions include establishing tool life records, timely replacement of dulled tools, using G02/G03 rounded transition commands at corners, and, if necessary, post-processing finishing through electrolytic deburring.
Surface vibration patterns are categorized into regular and non-periodic types. Regular patterns are caused by excessive spindle bearing clearance, while non-periodic patterns stem from unstable tool clamping. To address these issues, it’s necessary to check spindle runout and adjust the tool holder taper contact area to over 85%, while optimizing the toolpath to avoid uneven cutting. Thermal deformation and precision deviations can be mitigated through multiple measures: establishing a temperature-displacement mapping table to compensate for Z-axis thermal expansion; employing a thermally symmetrical process with alternating front and back machining; calibrating the table flatness to 0.01 mm/m²; using a ballbar to compensate for backlash; and adding foundation vibration damping trenches to block external vibrations.
CNC aluminum part machining is a systematic technical engineering project requiring meticulous control over material selection, process planning, tool parameters, and process monitoring. With the development of multi-axis machining and intelligent monitoring technologies, CNC aluminum part machining will upgrade towards higher precision, higher efficiency, and greater environmental friendliness, continuously providing core support for modern manufacturing.
Post time: Feb-17-2026